Tecnología de sellado
Información técnica sobre la tecnología de sellado
1. Instrucciones de instalación
1.1 JUNTA DE VÁSTAGOS Y LIMPIADORES
Calidad de la Superficie
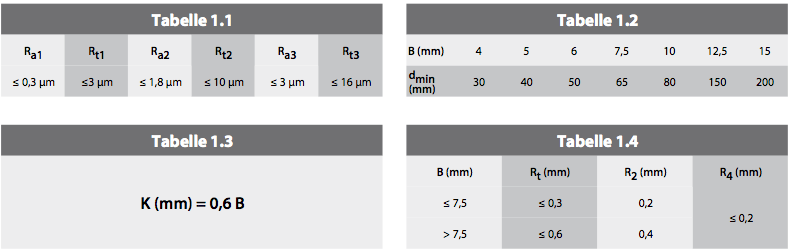
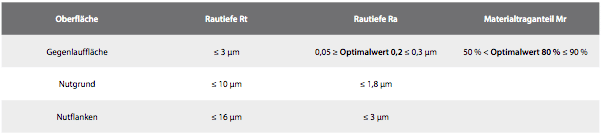
Los valores de rugosidad indicados en la Tabla 1.1 deben cumplirse tanto en el rango Ra como en el Rt.
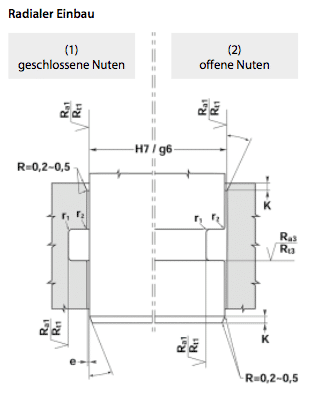
Ranuras abiertas o cerradas
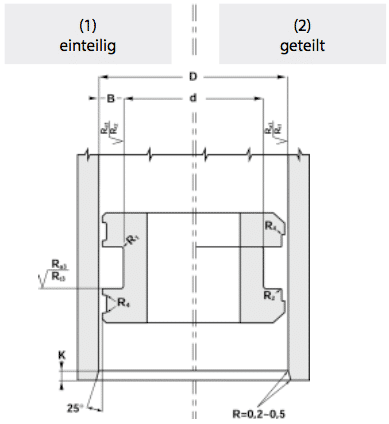
Según la Tabla 1.2, se puede determinar si el montaje en ranuras cerradas (1) es posible. Para una sección transversal B determinada, recomendamos un montaje en ranuras abiertas (2), siempre que el diámetro del vástago sea menor que el diámetro mínimo (dmin).
Biseles
En la Tabla 1.3 se indican las longitudes de bisel K que deben cumplirse.
Redondeos
Se deben evitar los bordes afilados. En la Tabla 1.4 se indican los radios que deben cumplirse.
1.2 JUNTA DE PISTONES Y ANILLOS GUIADORES
Calidad de la Superficie
Los valores de rugosidad indicados en la Tabla 1.1 deben cumplirse tanto en el rango Ra como en el Rt.
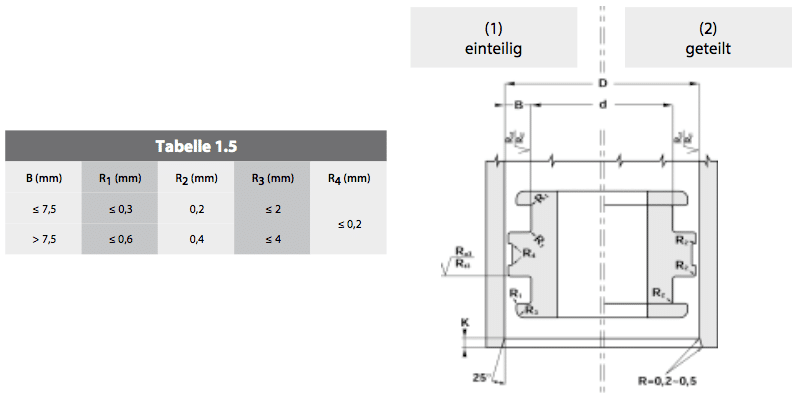
Pistones de una o varias partes
Para cada perfil de junta, consulte la sección “Montaje” creada en este catálogo junto con cada junta individual.
Biseles
En la Tabla 1.3 se indican las longitudes de bisel K que deben cumplirse.
Redondeos
Se deben evitar los bordes afilados. En la Tabla 1.5 se indican los radios que deben cumplirse.
2. Montaje adecuado
En la medida en que los sellos hidráulicos no se monten correctamente, pueden surgir numerosos problemas debido al daño de los sellos. Aquí algunos consejos importantes para evitar estos problemas:
- Verifique los diámetros de las ranuras, las tolerancias, la calidad de la superficie y los despuntes, basándose en la información contenida en este catálogo.
- El sello no debe entrar en contacto con bordes afilados, orificios perforados o roscas durante el ensamblaje.
- Todas las partes metálicas deben estar impecablemente limpias, sin rebabas, sin salpicaduras de soldadura y sin defectos.
- Todos los sellos deben lubricarse antes del montaje con el mismo líquido que se utiliza en el circuito hidráulico o con un líquido compatible con este.
- No se deben usar herramientas con bordes afilados para el montaje. Los sellos no deben deformarse por un período prolongado.
- Finalmente, asegúrese de que el sello se monte en la orientación correcta con respecto a la presión del líquido y que todas las demás partes también se monten correctamente.
3. Tabla comparativa internacional de aceros resistentes a la corrosión
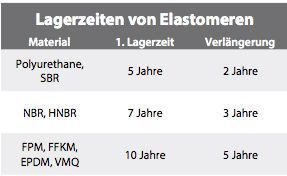
4. Condiciones de almacenamiento de elastómeros
- máx. 25 °C
- No tener fuentes de calor directas cerca
- Sin exposición a la luz solar directa
- Instalar iluminación con baja radiación UV
- Humedad relativa máxima 60 % para evitar condensación
- No exposición a radiación ionizante y ozono, por ejemplo, durante trabajos de soldadura
- Almacenar en bolsa de PE o en el embalaje original
- No almacenar colgando, por ejemplo, en ganchos, etc.
INSPECCIÓN DESPUÉS DEL PRIMER PERIODO DE ALMACENAMIENTO
Inspección visual:
- Deformación, cortes, grietas en la superficie (con aumento de 10 veces con lupa)
- Endurecimiento, ablandamiento, decoloración, suciedad
- Deformaciones permanentes, pliegues, zonas planas
5. Tolerancias y Ajustes
Tabla de ajustes Tolerancias ISO Agujero estándar / Eje estándar según ISO 286.
Las dimensiones para ejes están de acuerdo con DIN 7160, para agujeros de acuerdo con DIN 7161.
DIMENSIONES PARA AGUJEROS Y EJES

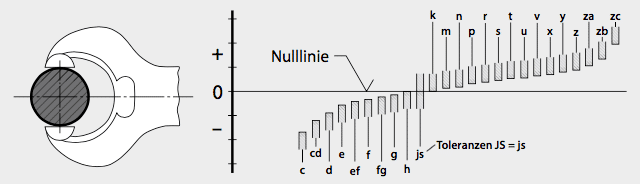
El sistema ISO para tolerancias y ajustes se refiere a todas las medidas de longitud como dimensiones exteriores, dimensiones interiores, diámetros, longitudes, anchos, alturas y espesores.
Para todas las medidas definidas en este sistema se aplica una temperatura de referencia de 20 °C. Las tablas 5.1, 5.2 y 5.3 incluyen una selección de tolerancias probadas en el campo de la fabricación de herramientas y moldes, que preferentemente también se utilizan en las normas HASCO. En nuestros documentos técnicos, estas tolerancias están indicadas en los productos para representar una ejecución precisa. También en otras áreas, estas tolerancias son beneficiosas de aplicar.
TOLERANCIAS PARA DIMENSIONES INTERIORES (AGUJEROS)
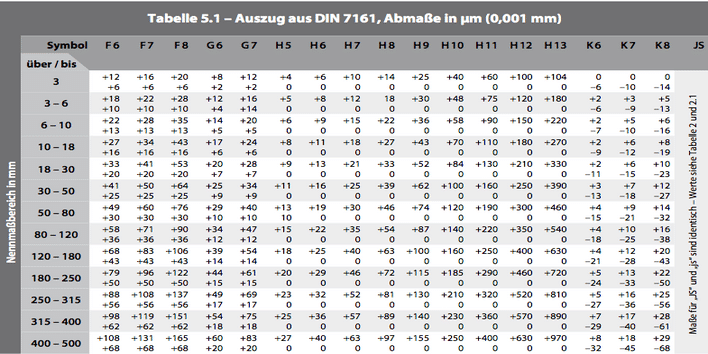
TOLERANCIAS PARA DIMENSIONES EXTERIORES (EJES)
6. Valores de superficie para espacios empotrados
Requisitos generales para las salas de instalación de sellos.
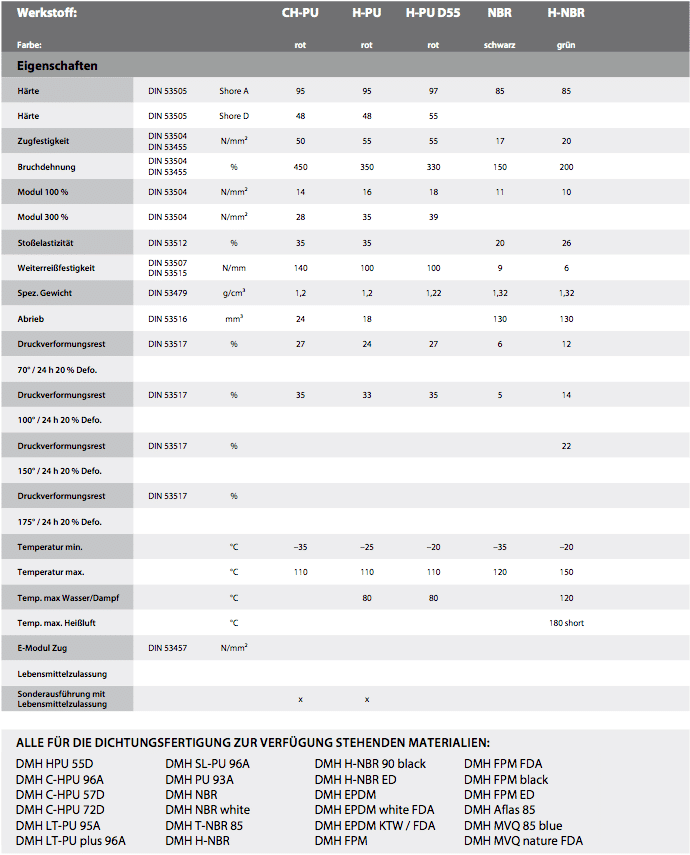
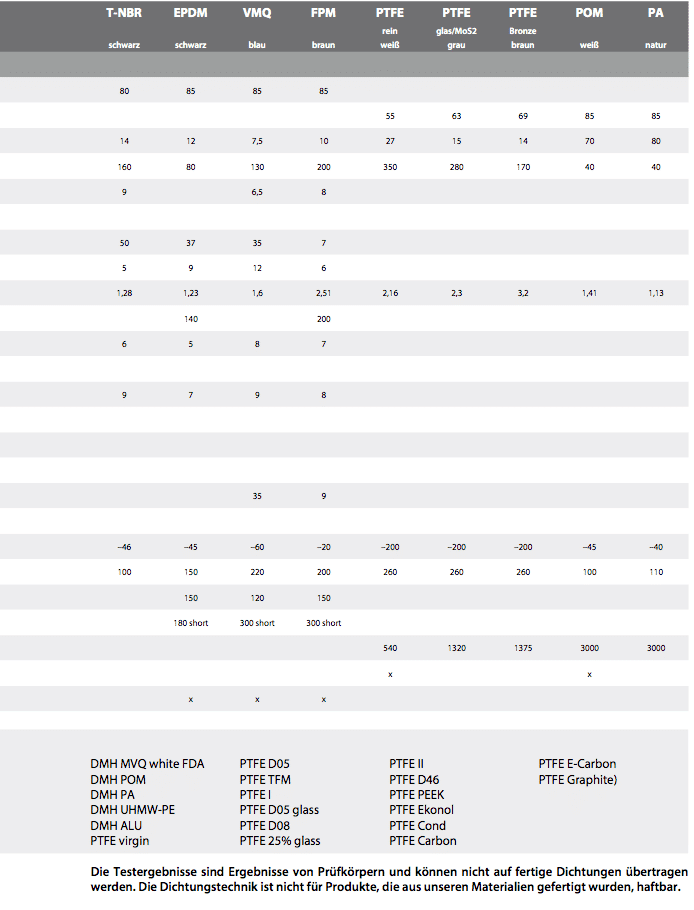
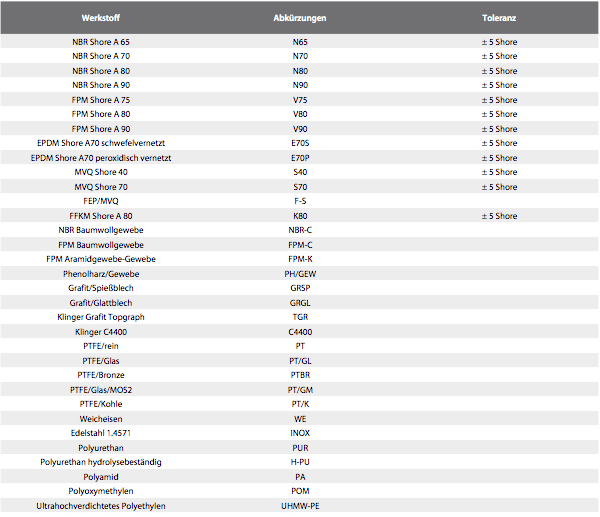
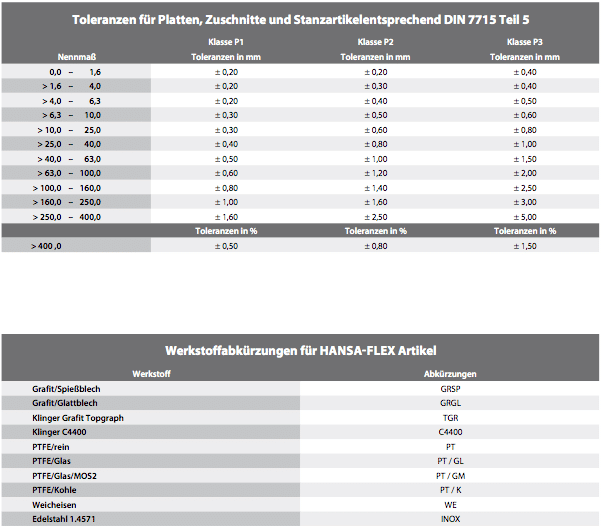
7. Abreviaturas de materiales para artículos de sellado HF
8. Casquillos
8.1 Generalidades
Datos Técnicos
Para una mejor comprensión, nos gustaría precisar de antemano algunos datos técnicos importantes que se utilizan constantemente. Partimos de un casquillo con un diámetro interno “d” y una anchura “L”.
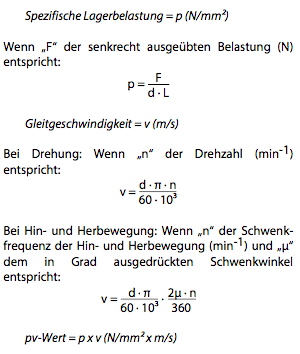
Cálculo de la Vida Útil
La vida útil de un casquillo depende de la carga específica del rodamiento, la velocidad de deslizamiento, la temperatura de operación y el material del eje (calidad de la superficie y dureza). A pedido, podemos calcularle una vida útil que, sin embargo, solo tiene un valor de referencia.
Montaje de los Casquillos
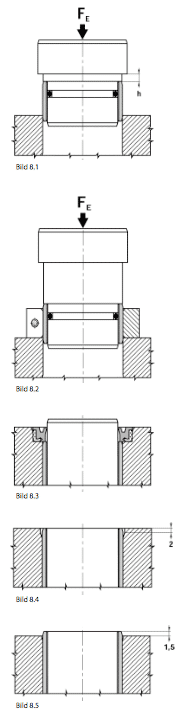
Para el montaje de los casquillos con un diámetro exterior de hasta 50 mm, aplique el esquema básico de la Figura 8.1. Al trabajar la superficie del rodamiento en una altura específica h, el casquillo puede ser prensado a una profundidad exacta h en el orificio.
Para el montaje del casquillo con un diámetro exterior superior a 50 mm, utilice un anillo auxiliar como en la Figura 8.2. A pedido, podemos calcularle la fuerza de prensado FE.
Principio de Instalación
Le recomendamos proteger los casquillos con sellos del tipo SWP o retenes de eje (Figura 8.3) para evitar contaminaciones. Para evitar concentraciones de tensión en los bordes de los casquillos, preferiblemente se deben trabajar los desbarbados o que estos sobresalgan por el borde (Figura 8.4 y 8.5).
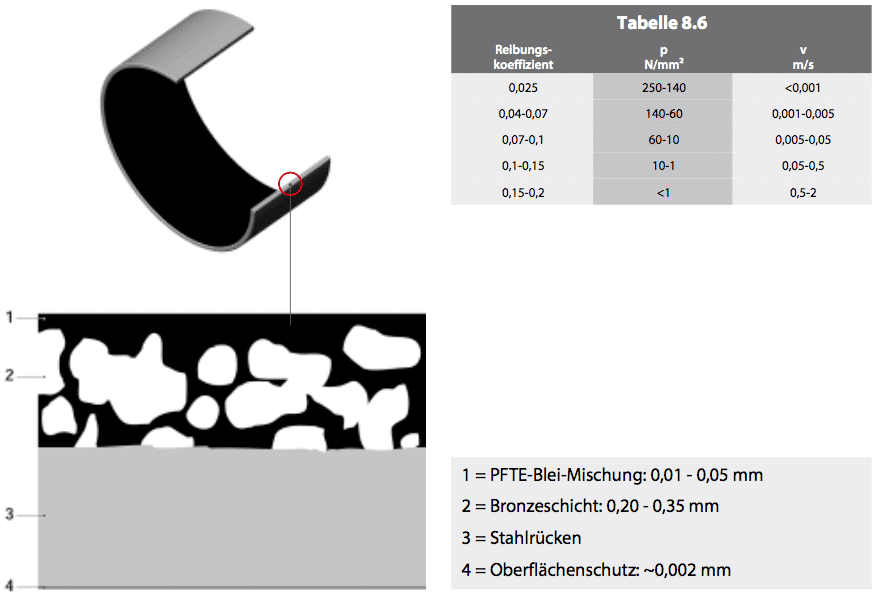
8.2 Casquillos sin Mantenimiento TIPO BK-1
Construcción
El casquillo BK-1 se compone de una espalda de acero (3), sobre la cual se sinteriza una capa porosa de bronce (2). Luego, se lamina una mezcla de PTFE y plomo (1) en la capa de bronce. La espalda de acero se protege contra la corrosión mediante estañado externo o cobreado (4).
Características
- El casquillo BK-1 presenta numerosas ventajas:
- apto para operación en seco y sin mantenimiento
- absorción de ruidos y vibraciones
- operación hidrodinámica posible
- alta carga permisible
- buena resistencia química
- buenas propiedades de fricción
- no presenta stick-slip
- amplio rango de temperatura
- alta velocidad de deslizamiento
- no absorbe agua
- juego reducido durante el funcionamiento
- extremadamente ahorrador de espacio
Áreas de Aplicación
Los casquillos BK-1 son adecuados para movimientos de transmisión, rotación y oscilación.
Ejemplos de Aplicación:
- Guía de barras para cilindros neumáticos e hidráulicos
- Oreas de fijación de cilindros neumáticos e hidráulicos
- Sistemas de transporte, máquinas textiles, automóviles, …
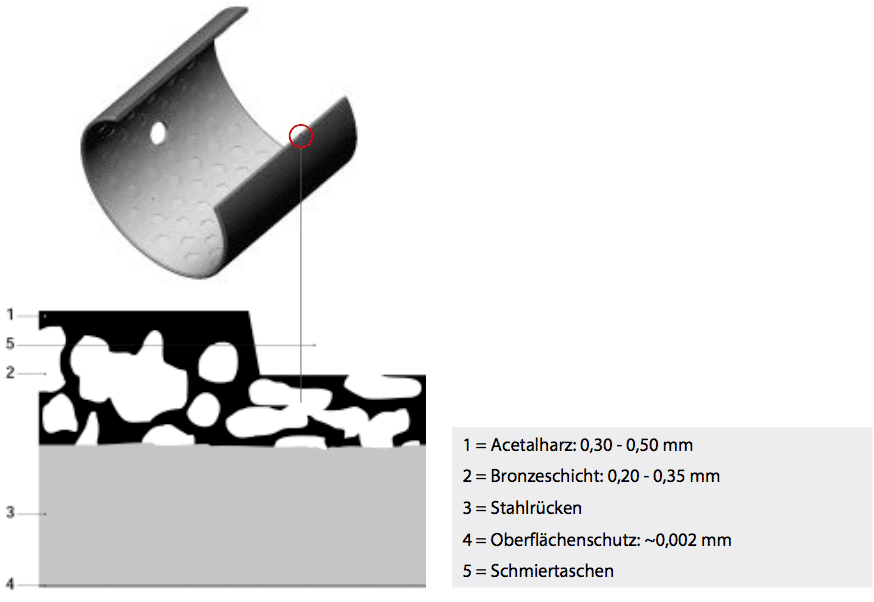
8.3 Casquillos Lubricables Tipo BK-2
Construcción
El casquillo BK-2 se compone de una espalda de acero (3), sobre la cual se sinteriza una capa porosa de bronce (2). Luego, se lamina la resina de acetal POM (1) en la capa de bronce. La espalda de acero se protege contra la corrosión mediante estañado externo o cobreado (4). Finalmente, se estampan bolsas de lubricación (5) en el recubrimiento de deslizamiento.
Características
- El casquillo BK-2 presenta numerosas ventajas:
- funcionamiento sin mantenimiento
- absorción de ruidos y vibraciones
- lubricable
- operación hidrodinámica posible
- alta carga permisible
- buenas propiedades de fricción
- alta velocidad de deslizamiento
- no absorbe agua
- para usar donde es difícil realizar una película de aceite
- juego reducido durante el funcionamiento
- extremadamente ahorrador de espacio
Áreas de Aplicación
Los casquillos BK-2 son adecuados para movimientos de rotación y oscilación. Una lubricación inicial con grasa es recomendable y una dosificación continua de lubricante prolonga considerablemente la vida útil del rodamiento de deslizamiento.
Ejemplos de Aplicación:
- Oreas de fijación de cilindros neumáticos e hidráulicos
- Equipos agrícolas
- Sistemas de transporte para materiales
- Equipos de construcción civil, …
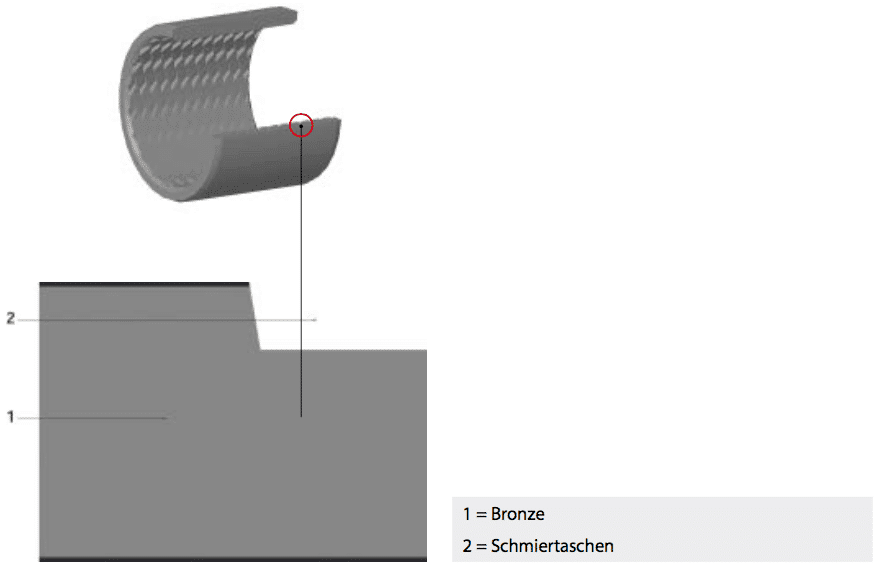
8.4 Casquillos de Bronce Tipo BK090
Construcción
El casquillo BK090 está completamente realizado en bronce CuSn8 y fabricado a partir de bandas calibradas y laminadas. Toda la superficie de deslizamiento está equipada con bolsas de lubricación en forma de rombo. Estas bolsas sirven como reservorio donde se introduce el lubricante, que se libera progresivamente durante el funcionamiento. ¡Introduzca un orificio para lubricación posterior!
Características
- El casquillo BK090 presenta numerosas ventajas:
- funcionamiento sin mantenimiento
- lubricable
- apto para ambientes sucios
- resistente a impactos y vibraciones
- alta carga permisible
- buenas propiedades de fricción
- no absorbe agua
- juego reducido durante el funcionamiento
- extremadamente ahorrador de espacio
Áreas de Aplicación
Los casquillos BK090 son adecuados para movimientos de rotación y oscilación. Una lubricación inicial con grasa es recomendable y una dosificación continua de lubricante prolonga considerablemente la vida útil del rodamiento de deslizamiento.
Ejemplos de Aplicación:
- Oreas de fijación de cilindros hidráulicos
- Equipos para operaciones forestales
- Equipos agrícolas
- Sistemas de transporte y elevación
- Equipos de construcción civil, …
9. Anillos O
9.1 DESCRIPCIÓN DE LOS ANILLOS TÓRMICOS
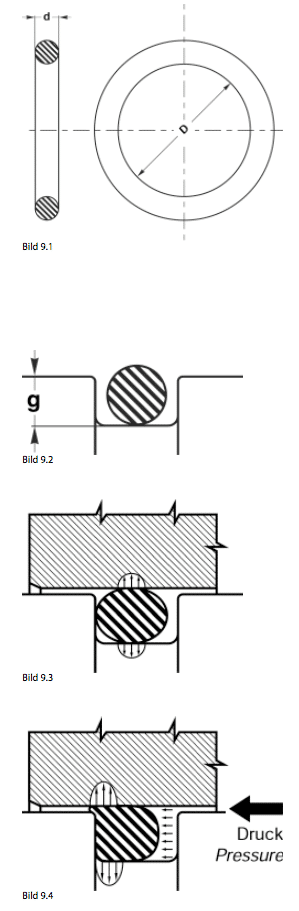
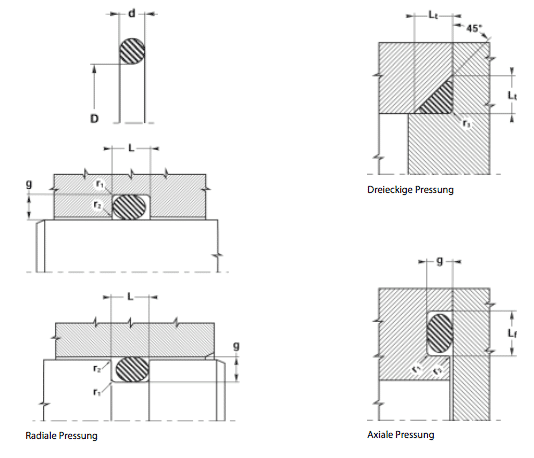
El O-Ring o anillo redondo es un anillo con sección transversal circular (Torus), que se define por su diámetro interno D y su diámetro del toro d. Este sello es el más utilizado en el ámbito de la estanqueidad hidráulica y neumática.
El O-Ring reúne las siguientes ventajas:
- ranura simple y fácilmente ejecutable
- disponible en una amplia variedad de materiales: NBR, FPM, EPDM, Silicona, PTFE, PUR, …
- montaje sencillo y seguro debido a la simetría del sello
- precio interesante debido a nuevas técnicas de producción
- amplio rango de aplicaciones: estanqueidad estática, estanqueidad dinámica (en movimiento lineal y giratorio), …
- bajo requerimiento de espacio
9.2 FUNCIONAMIENTO DE LOS O-RINGS
El principio de funcionamiento se resume en la Figura 9.2:
- El sello se introduce en una ranura cuya profundidad g es menor que el diámetro del toro d (Figura 9.2).
- Después del montaje en el agujero, el O-Ring está sometido a una presión al encajarse en el agujero (Figura 9.3).
- Finalmente, la presión del medio actúa sobre el O-Ring y aumenta la presión de salida (Figura 9.4).
Dado el principio de funcionamiento, la precarga (Figura 9.3) del O-Ring tiene una importancia esencial. Dependiendo de la aplicación y del material, esta presión del elastómero presenta las siguientes diferencias:
- De 3 a 20% en estanqueidad dinámica (estanqueidad hidráulica y neumática). En este catálogo, los valores de presión inicial utilizados en estanqueidad dinámica varían entre 12 y 14 %.
- De 15 a 30% en estanqueidad estática. En este catálogo, los valores de presión inicial utilizados en estanqueidad estática varían entre 17 y 27 %.
9.3 CARACTERÍSTICAS TÉCNICAS DE LOS O-RINGS
Presión de trabajo estática
- hasta 150 bar para NBR 70 shore A sin anillo de soporte
- hasta 500 bar para NBR 70 shore A con anillo de soporte
Velocidad lineal
hasta 0,5 m/s
Velocidad en movimientos giratorios
hasta 2 m/s
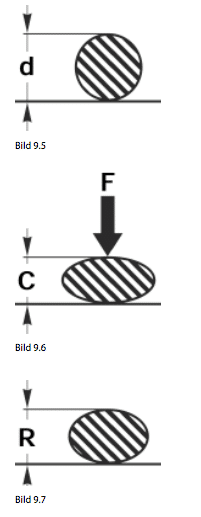
D.V.R.: Deformación residual por presión
La deformación residual por presión o “Compression Set” es un término muy importante, ya que mide la elasticidad temporal del elastómero utilizado.
Como se puede ver en las Figuras 9.5, 9.6 y 9.7, un O-Ring con un toro d se comprime hasta un valor C por una fuerza de carga F, esto durante un período de tiempo determinado y a una temperatura específica.
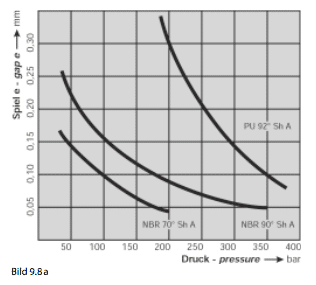
9.4 JUEGO PERMITIDO DE LOS O-RINGS
Consulte el diagrama de la Figura 9.8 para establecer el juego e permitido máximo: según la presión utilizada, el juego siempre debe estar por debajo de los valores situados a la izquierda de la curva.
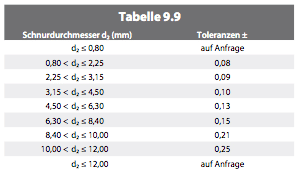
9.5 TOLERANCIAS DIMENSIONALES PARA O-RINGS SEGÚN ISO 3601-1:2008 CLASE B
Las tolerancias para los diámetros de cuerda d2 están listadas en la Tabla 9.9.
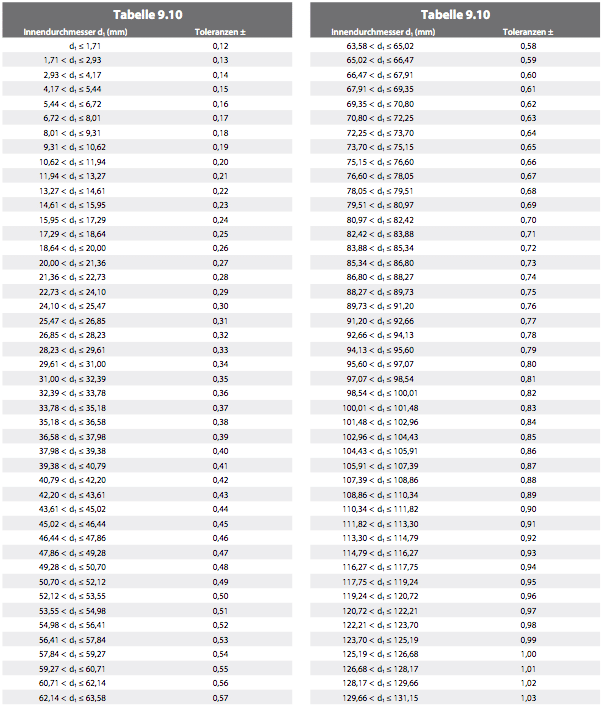
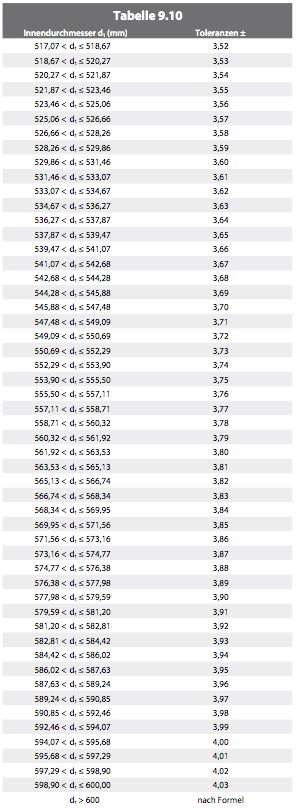
Las tolerancias para el diámetro interno d1 se calculan según ISO 3601-1:2008, Clase B mediante la siguiente fórmula:
![]()
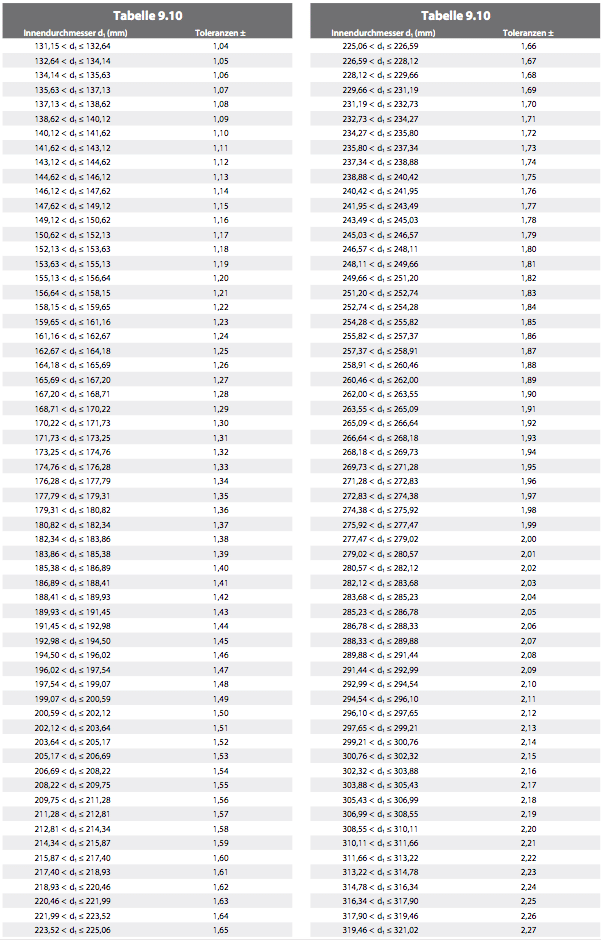
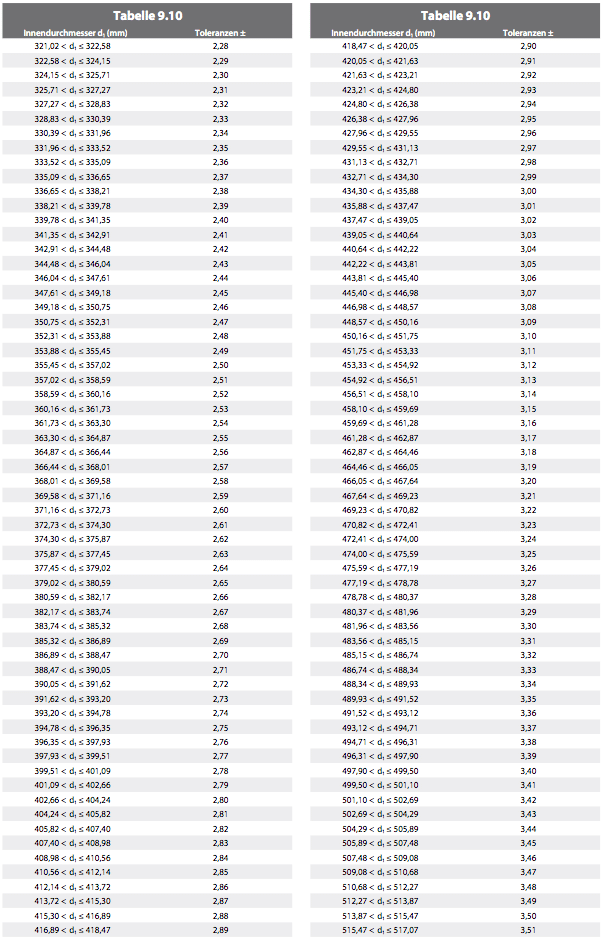
Esta fórmula solo debe aplicarse a medidas métricas. Las tolerancias para los diámetros internos d1 hasta 600 mm se listan en la Tabla 9.10.
9.6 ESTANQUEIDAD ESTÁTICA DE LOS O-RINGS
9.7 ESTANQUEIDAD DINÁMICA PARA CILINDRO NEUMÁTICO
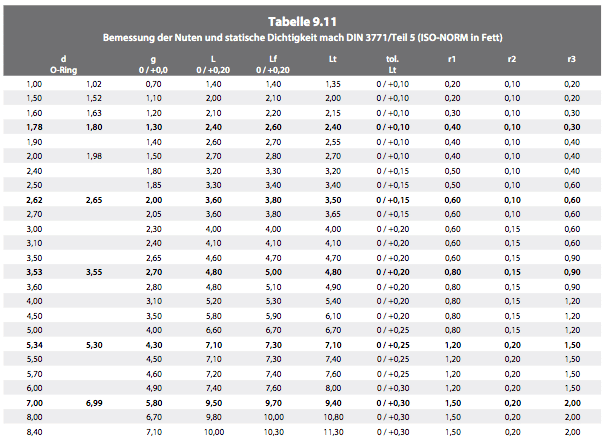
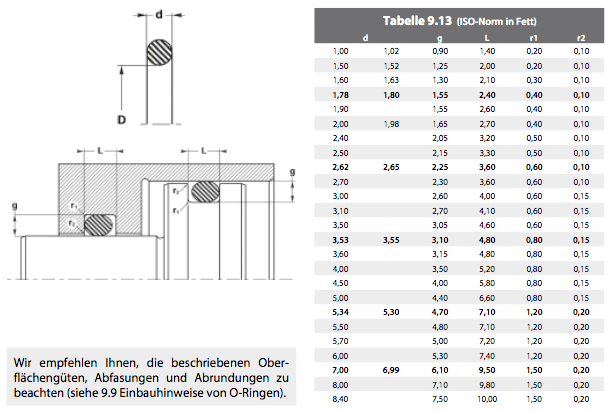
9.8 ESTANQUEIDAD DINÁMICA PARA CILINDRO HIDRÁULICO
9.9 INSTRUCCIONES DE INSTALACIÓN DE LOS O-RINGS
Instalación y juego
Recomendamos tolerancias H7 / f6 durante la instalación. Consulte el diagrama de la Figura 9.8 en “9.4 Juego permitido de los O-Rings” para establecer el juego e permitido máximo: según la presión utilizada, el juego e siempre debe estar por debajo de los valores situados a la izquierda de la curva.
Calidades de superficie
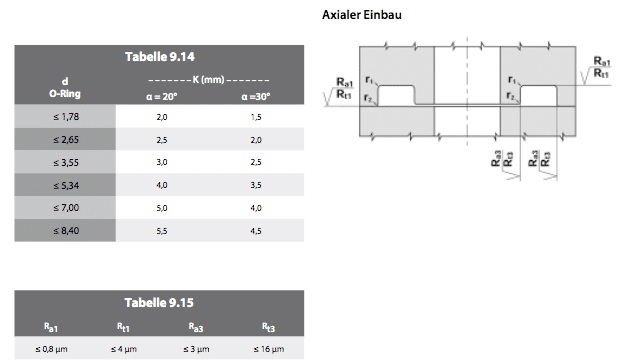
Los valores de rugosidad indicados en la Tabla 9.15 deben cumplirse tanto en el área Ra como en Rt.
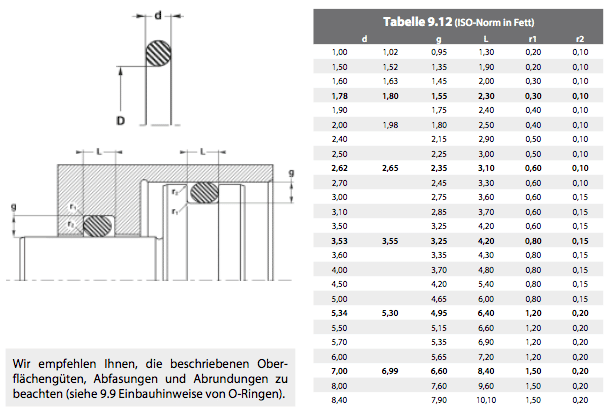
Chaflanes
En la Tabla 9.14 se indican las longitudes de los chaflanes a mantener.
Redondeos
Es deben evitarse los bordes afilados. En las páginas siguientes se indican los valores de radio que se deben mantener.
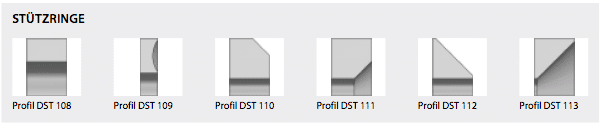
10. Anillos de soporte
10.1 EXTRUSIÓN
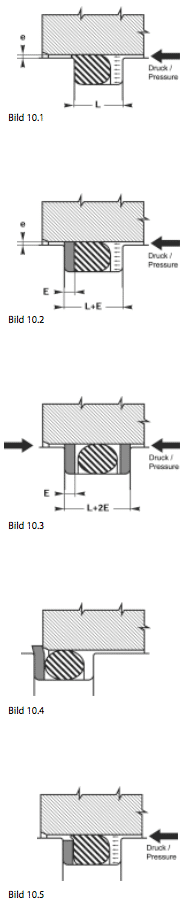
El problema de la extrusión ocurre cuando el juego e entre las partes en relación con la presión, por la que se deforma el O-ring, es demasiado grande. El O-ring se desgastará poco a poco en el borde y con el tiempo se erosionará completamente (Imagen 10.1).
La ranura se amplía en el valor E (grosor del anillo de soporte). Este anillo de soporte se monta en el lado opuesto a la presión; de esta manera, el O-ring se sostiene y el problema de la extrusión queda resuelto (Imagen 10.2). Los anillos de soporte también se utilizan para sistemas de sellado de doble acción. En este caso se requieren dos anillos de soporte (Imagen 10.3).
10.2 PERFILES Y MATERIALES
Preferimos anillos cerrados tanto para las ranuras internas como para las ranuras externas. A altas temperaturas y con líquidos especiales se debe utilizar PTFE y los anillos siempre deben ser cortados completamente para las ranuras externas, de modo que puedan ser montados.
10.3 INFORMACIÓN ADICIONAL
Aunque el anillo de soporte es una parte muy simple, su selección y dimensionamiento pueden resultar extremadamente complejos, lo que queremos exponer a continuación.
A
Si se aborda el problema de reemplazar piezas existentes, se constata que en el mercado existen grandes diferencias en cuanto a la profundidad de las ranuras utilizadas. La presión de salida (ver página 228) puede variar entre 10 y 30%.
Ejemplo: Nuestros anillos estándar BU y PBK. Para un O-ring d = 2,62 mm, el corte del anillo es de 2,25 mm en PBK y de 2,18 mm en BU. Por lo tanto, la disposición de las dimensiones de las piezas existentes debe realizarse con extrema precaución, ya que todas las dimensiones son posibles debido a que cada fabricante trabaja con estándares muy diferentes.
Un dimensionamiento incorrecto del anillo puede tener consecuencias devastadoras y el uso de un anillo mal ajustado a la ranura conlleva los siguientes problemas:
- Si la sección transversal del anillo es demasiado grande, el montaje será difícil, incluso imposible, y el anillo se desgastará inevitablemente (ver Imagen 10.4).
- Con una sección transversal demasiado pequeña, por otro lado, el anillo ya no tiene sentido: el problema de la extrusión permanece completamente, como se muestra en la Imagen 10.5.
B
Con respecto a las nuevas versiones, las gamas estándar ofrecidas por los fabricantes de sellos suelen ser limitadas. El mismo anillo se utiliza tanto para la estanqueidad estática como para la dinámica.
Ejemplo: Nuestros anillos PBK se utilizan frecuentemente para la estanqueidad estática, aunque se adaptan mejor a aplicaciones dinámicas (ver Tabla 9.13 en “9.8 Estanqueidad dinámica para cilindros hidráulicos”). El uso de PBK en el ámbito estático se justifica principalmente por consideraciones económicas. Sin embargo, esto contrasta con la profundidad de la ranura que recomendamos en “9.9 Instrucciones de instalación de O-rings”. Para dimensiones que corresponden a la tabla 9.14, recomendamos una fabricación como DST 108 en material H-PU.
Por lo tanto, la selección de un anillo de soporte es completamente diferente según se destine a una nueva versión o a un reemplazo.
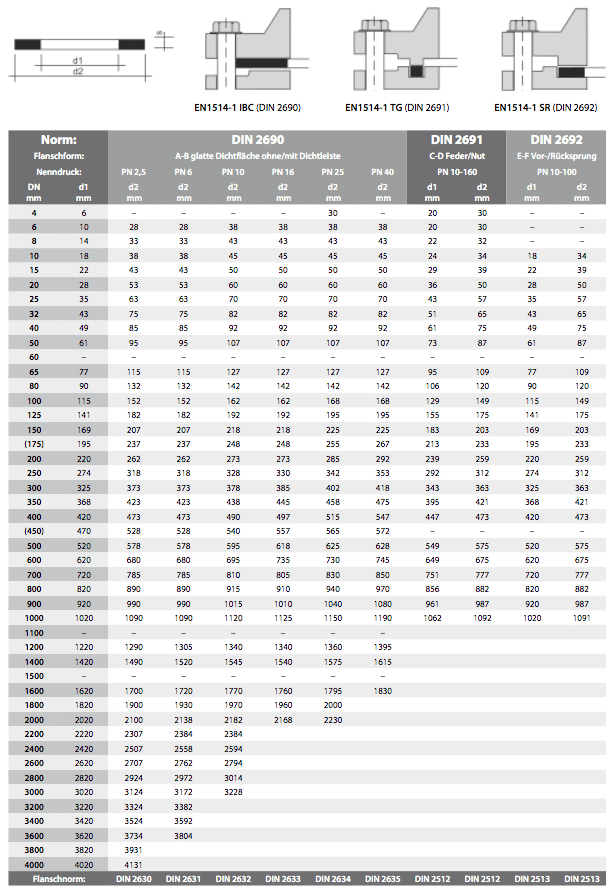
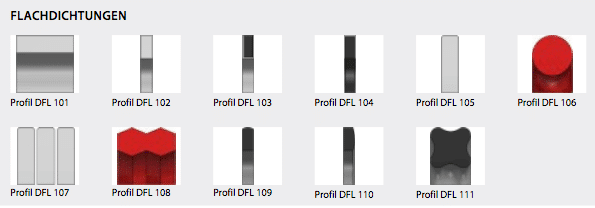
11. Juntas planas
11.1 Sellados planos según EN1514-1 (DIN 2690, 2691, 2692)
11.2 Dimensiones y tolerancias para planchas de sellado, cortes de planchas y artículos de troquelado
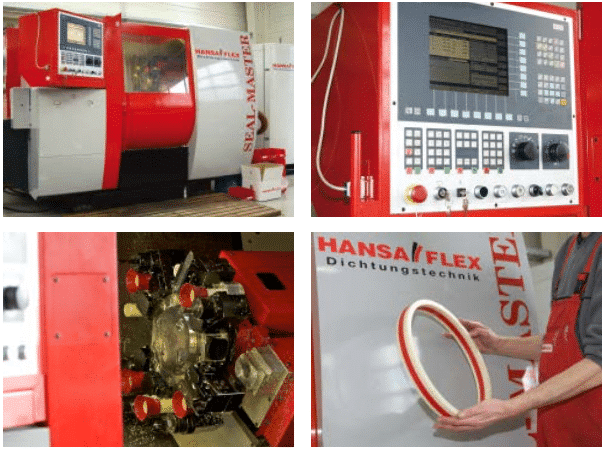
12. Servicio inmediato de sellado
El Centro de Fabricación de Sellos HANSA-FLEX
Con dos instalaciones de fabricación CNC SEAL-MASTER, somos capaces de producir sellos de precisión asistidos por computadora, así como piezas especiales torneadas de plástico o aluminio de 5 a 520 mm de inmediato. Almacenamos miles de sellos como conjuntos de datos en el almacenamiento de computadoras de nuestro centro de fabricación, para producir sellos de 5 a 520 mm just-in-time según lo necesite. Entregamos casi todos los sellos el mismo día del pedido, ya sea estándar o de perfil especial.
Las Ventajas de la Fabricación de Sellos
Todos los sellos y piezas especiales torneadas pueden producirse tanto como piezas únicas y partes estándar en cantidades individuales y en serie con la máxima precisión. Nuestro software de fabricación cuenta con cien perfiles estándar preprogramados. Podemos, a solicitud, adaptar estos perfiles para nuestros clientes para casos de uso específicos.
Además, mantenemos para nuestros clientes un almacén estándar de sellos con más de 11,000 tipos y dimensiones diferentes de sellos.
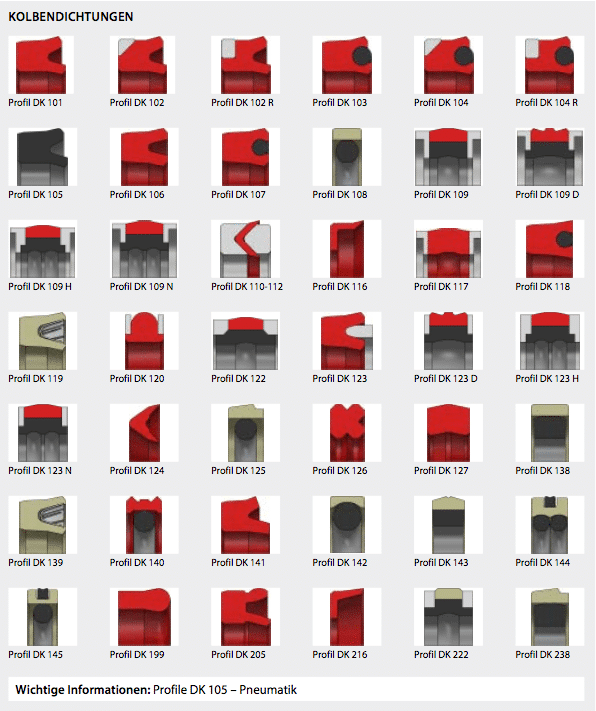
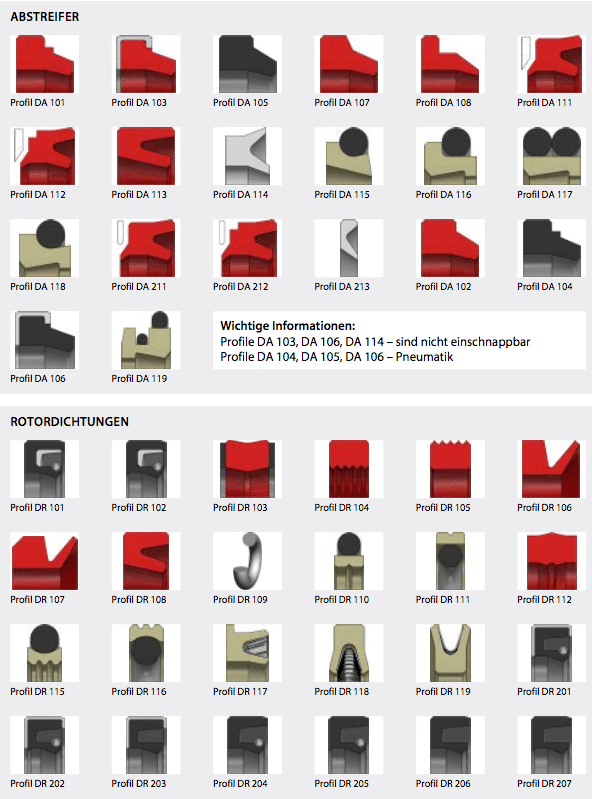
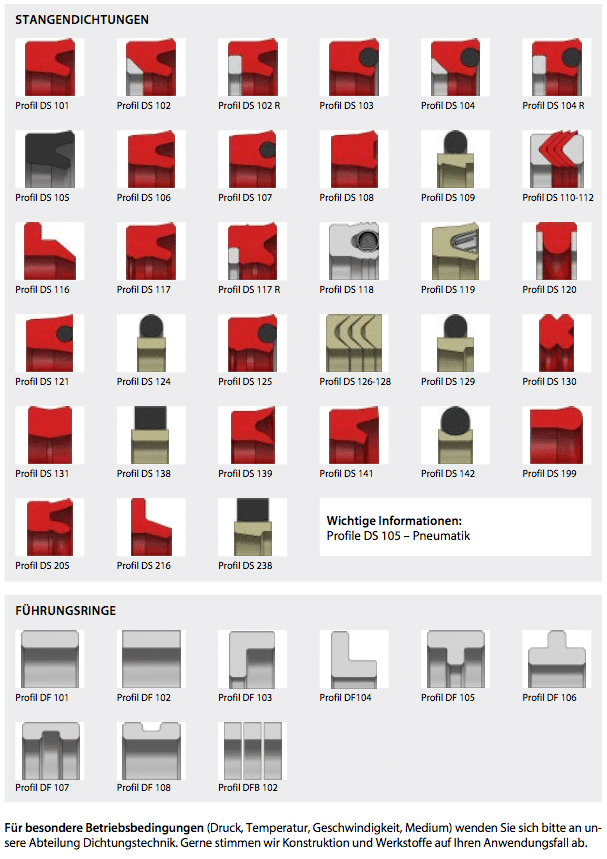
13. Perfiles de sellado
14. Ficha técnica del material